

標簽:信號處理(225)電機控制(161)DSP(2064)
根據工業縫紉機的性能,提出了一套以DSP為核心的永磁同步電機控制系統設計方案。詳述了其關鍵部分的功能與實現方法,設計了電路原理圖,完成了系統軟、硬件設計和系統的安裝;并對樣機系統的各項性能進行了測試。很好地實現了系統的調速范圍寬、定位精度高的要求,增強了產品的市場競爭力。傳統的工業縫紉機,主軸驅動大多采用離合器電機,縫制過程中的動作都靠機械和人工配合完成,存在效率低、體積大、調速范圍窄、位置控制難、自動化程度低。另一方面,傳統的工業縫紉機,由于主軸驅動靠離合器電機,通電后不管機器是否正處于縫制狀態,電機都一直在高速運轉耗電,不能實現有縫制動作時機器運轉,沒有縫制動作時機器停止,從而造成了大量電能浪費。
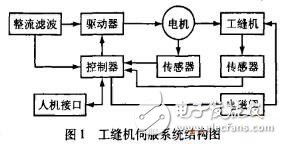
系統設計完成的是整體電控縫紉機的總體技術方案,它是完成電控縫紉機設計的最關鍵的一個步驟,該電控系統主要包括控制器、驅動器、電機、編碼器、傳感器、電磁鐵等幾個部分,系統框圖如圖1所示。
控制器
圖1的控制器作為工業縫紉機控制系統的核心,一方面產生伺服電機驅動信號,送給驅動器控制縫紉機完成定針位,并完成各種不同線跡的控制功能,另一方面產生開關信號給功率開關電路,完成縫紉機的剪線、撥線、前后加固、抬壓腳等動作。控制器的動作需要電機編碼器信號、機頭同步信號、腳踏板加減信號、電機電流傳感器信號等信號的參與運算,以協調整個機器完成相應動作。該控制器的硬件電路如圖2所示。
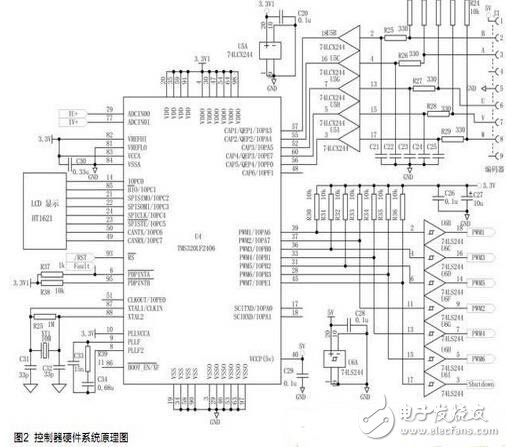
該控制器的主體核心采用TMS320F2406 DSP(U4)進行程序編程,以實現對永磁同步電機實行磁場定向控制。對永磁同步電機實行磁場定向控制的原理框圖如圖3。
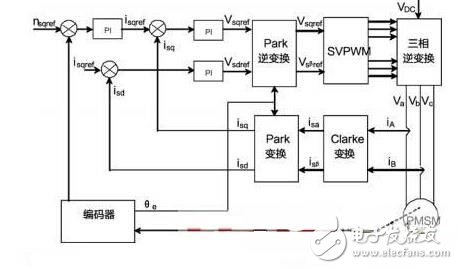
圖3 永磁同步電機實行磁場定向控制的原理框圖
通過電流傳感器測量逆變器輸出的定子電流iA、iB,經過DSP的A/D轉換器轉換成數字量,并利用iC=-(iA+ iB)計算出iC。通過Clarde變換將電流iA、iB、iC變換成旋轉坐標系中的直流分量isq、isd,isq、isd作為電流環的負反饋量。利用增量式編碼器測量電動機的機械轉角位移qm,并將其轉換成電角度qe和轉速n。電角度qe用于參與Park變換和逆變換的計算。轉速n作為速度環的負反饋量。給定轉速nref與轉速反饋量n的偏差經過速度PI調節器,其輸出作為用于轉矩控制的電流q軸參考分量isqref。isqref和 isdref(等于零)與電流反饋量isq、isd的偏差經過電流PI調節器,分別輸出dq旋轉坐標系的相電壓分量Vsqref和Vsdref。 Vsqref和Vsdref再通過park逆變換轉換成a b直角坐標系的定子相電壓矢量的分量Vsaref和Vsbref。當定子相電壓矢量的分量Vsaref、Vsbref和其所在的扇區數已知時,就可以利用電壓空間矢量SVPWM技術,產生PMW控制信號來控制逆變器。
12下一頁全文
本文導航第 1 頁:解讀采用DSP工業電機控制系統電路第 2 頁:驅動器系統的功率變換電路
標簽:信號處理(225)電機控制(161)DSP(2064)
驅動器
驅動器是系統的功率變換部分,是驅動電機運轉的關鍵部分,該部份包括整流、逆變、前置驅動、SVPWM驅動輸出、電流檢測及多種保護功能。硬件電路如圖4所示。電流環的運算需要DSP對電機相電流的檢測 ,該系統設計只需要采集兩相的電流(圖3中iA,iB),根據電流定理就可以知道第三相的電流了。本系統所采用電流傳感器為LEM(萊姆)公司的LTS6-NP,如圖4中U2,U3,其為霍爾型電流傳感器。圖4中的IR2136($3.2750)(U1)是IR公司的高壓IGBT驅動器,它接受來自DSP的6路PWM信號,處理后驅動圖4中6只IGBT(Q1-Q6),產生SVPWM信號,控制永磁同步電機的運轉,以達到理想的伺服控制性能。 大功率電感廠家 |大電流電感工廠
